


以下是:优选:异型钢管口碑厂家的产品参数在宜昌市猇亭区采购优选:异型钢管口碑厂家请认准亚华钢管有限公司(猇亭分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:胡经理-15066480076,QQ:1050645133,地址:汇通物流园C区303)。 湖北省,宜昌市,猇亭区 猇亭得名于西汉,虎啸为“猇”,十里一亭,故称“猇亭”。古为“楚之西塞”,历来是兵家必争之地,三国时期的“猇亭之战”即发生于此。
为了让您更地了解我们的优选:异型钢管口碑厂家,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
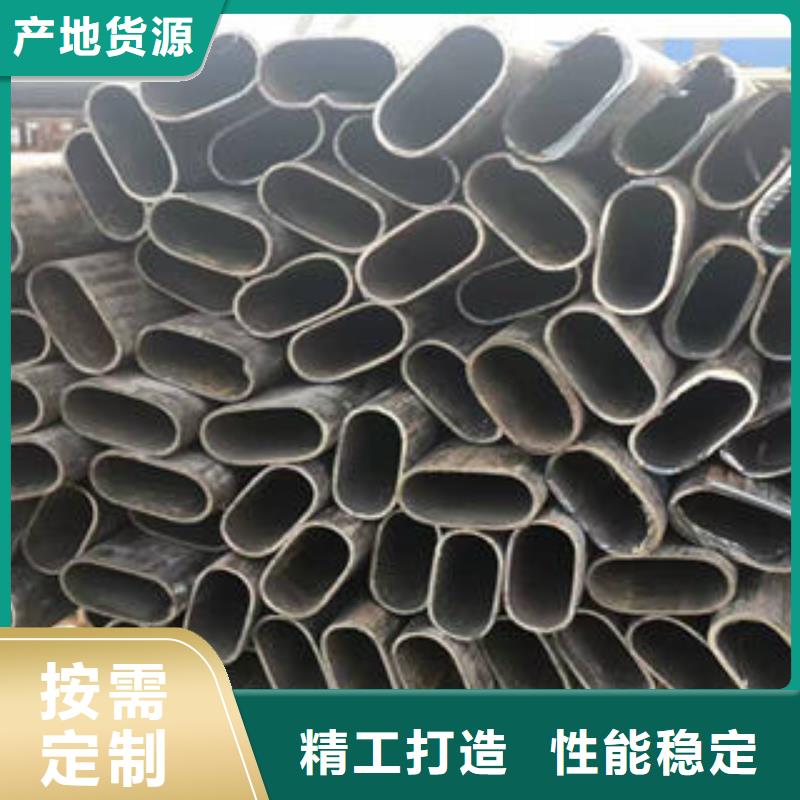
以下是:优选:异型钢管口碑厂家的图文介绍
控制异型管厚度波动的九点措施:
(一)将乳化液的浓度由2.5%提高到4%左右,增大轧制过程中轧辊与异型管带钢有效接触区的油膜厚度,提高润滑性能,降低摩察系数,从而降低轧制力,改善厚度波动。
(二)通过添加酸性添加剂,使乳化液pH值控制在5-5.5,使轧制油颗粒度趋于增大,降低乳化液稳定性,使ESI由60%-80%降低到40%-60%,从而提高油水分离效果,改善异型管的润滑条件。
(三)降低工作辊辊面粗糙度,将辊面粗糙度由0.8-1.0μm减小到0.4-0.6μm。
(四)压缩轧制道次,减小因加工硬化引起变形抗力增大导致的异型管道次轧制力增大,厚度波动。
(五)将轧机正常生产时乳化液的加热温度由50-55 ℃,提高为55-60 ℃,以加快乳化液油滴分子的运动速度,使油滴分子聚集度增大,改善润滑条件。
(六)启车后直接升速轧制,以改善乳化液润滑条件,增加轧辊与异型管带钢之间轧制油量和油膜厚度,减小摩察系数,降低轧制力,减小厚度波动。
(七)增加工作辊热辊时间,使辊面热凸度均匀。对于辊径-385mm的工作辊适当增加轧制烫辊材。轧制烫辊材就是轧制0.3mm以下薄规格带钢之前,先轧制2、3卷0.6mm以上带钢,让工作辊辊面与辊身热透性均匀,保证有效压下效率,解决轧辊压靠时有效轧制力减小问题。
(八)将异型管道次压下率由25%左右提高到30%以上,并将成品道次轧制时手动加卷取张力,以弥补压下率调整后的不足,保证成品道次轧制到目标厚度。
(九)优先使用小辊径工作辊,通过轧辊优化分配,尽量安排小辊径工作辊生产0.3mm以下薄规格的异型管带钢。异型管冲压生产时在保证送料必要时间的前提下,尽量缩短送料时间,但提高送料速度会对精度产生不良的影响。送料精度的优劣直接影响着异型管的精度和品质,因此保持良好的送料精度是非常必要的。
直缝埋弧异型管与螺旋埋弧异型管同属埋弧焊,但直缝埋弧异型管是用单板料,其优势在于可以做大直径(大可以达到ф1422mm)、厚壁管(≥50mm)、高钢级(X80、X100、X120),应用于四类地区及海洋工程和获。
直缝埋弧异型管与螺旋埋弧异型管同属埋弧焊,但直缝埋弧异型管是用单板料,其优势在于可以做大直径(大可以达到ф1422mm)、厚壁管(≥50mm)、高钢级(X80、X100、X120),应用于四类地区及海洋工程和大型结构管等。
获悉目前市场大多异型管设备厂家主要有三种管型:高频直缝异型管、螺旋埋弧异型管和直缝埋弧异型管,每种异型管都有各自的优势,都有自己的用途,也都是各司其职。乳辊按材质可分为铸铁异型管、铸钢异型管、锻钢乳辊、特种异型管等。
异型管的主要性能指标是异型管的心部强度和工作层(表层)的韧性及耐磨性。磨损是异型管常见的损伤形式,它影响了轧件的表面精度和尺寸精度,由于在辊缝中轧件与异型管的磨损机制比较复杂,至今还没有一种耐磨性指标能表征异型管磨损抗力,所以乳辊的耐磨性只能间接地根据成分和硬度来判断。
选择异型管硬度的依据是轧件、轧机和轧制条件,也要考虑成本,有时更为重要的是不锈钢板厂家操作习惯和用辊。硬度愈高韧性愈差,必须综合考虑。异型管的硬度一般用肖氏硬度来衡量,因为肖氏硬度机有便携式的,可在异型管上使用,而只在异型管上留下很小的压痕。
异型管-异型管种类异型管品种很多,主要有以下几类:①铸铁异型管。一般按制造工艺分类:工作层因金属型的激冷作用呈白口组织(基体+碳化物)的异型管称冷硬铸铁异型管;用上述,但适当铁水碳当量而麻口组织(基体+碳化物+石墨)的异型管称无限冷硬铸铁异型管。
“无限”—词源于英文“indefinite”,原意为“不明确”,指激冷层在断口上无明确界限,被误译为“无限”,现已沿用成习。采用衬砂金属型并继续碳当量可得粗麻口组织的异型管,称半冷硬铸铁异型管。直缝埋弧异型管与高频直缝异型管同属直缝异型管,但高频异型管可以做中型、小型异型管(ф≤400mm),而且有中频热处理工序。
浅析不锈钢异型管的焊接要点:
(一)不锈钢异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
(二)焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
(三)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
(四)异型管焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
(五)保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。(六)采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
(七)为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
(八)焊嘴与异型管间的距离以15-25mm为宜。
(九)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
(十)采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松一些。
(十一)一般在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
(十二)在室外有风的地方进行异型管焊接时,务请采取挡板的措施,而在室内则应采取适当的换气措施。
控制异型管厚度波动的九点措施:
(一)将乳化液的浓度由2.5%提高到4%左右,增大轧制过程中轧辊与异型管带钢有效接触区的油膜厚度,提高润滑性能,降低摩察系数,从而降低轧制力,改善厚度波动。
(二)通过添加酸性添加剂,使乳化液pH值控制在5-5.5,使轧制油颗粒度趋于增大,降低乳化液稳定性,使ESI由60%-80%降低到40%-60%,从而提高油水分离效果,改善异型管的润滑条件。
(三)降低工作辊辊面粗糙度,将辊面粗糙度由0.8-1.0μm减小到0.4-0.6μm。
(四)压缩轧制道次,减小因加工硬化引起变形抗力增大导致的异型管道次轧制力增大,厚度波动。
(五)将轧机正常生产时乳化液的加热温度由50-55 ℃,提高为55-60 ℃,以加快乳化液油滴分子的运动速度,使油滴分子聚集度增大,改善润滑条件。
宜昌猇亭亚华钢管有限公司是一家以现代化高性能宜昌猇亭--无缝钢管为主导产品,集科、工、贸为一体的大型厂家。可以为不同地区的客户快速生产,发运产品,并凭借多方面的资源优势及地域便利进行多产业发展。
本公司坚持“好工、好料、好产品,利国、利民、利大家”的经营宗旨,秉承“在全球创造财富,为全球贡献财富”的发展理念,为客户提供高性能宜昌猇亭--无缝钢管产品及专业性技术支持,确保所提供宜昌猇亭--无缝钢管产品能够符合并超过客户的期望。
今年在宜昌市猇亭区购买优选:异型钢管口碑厂家有了新选择,亚华钢管有限公司(猇亭分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的优选:异型钢管口碑厂家产品。如需购买或咨询,请随时联系我们,联系人:胡经理-15066480076,QQ:1050645133,地址:汇通物流园C区303。








